

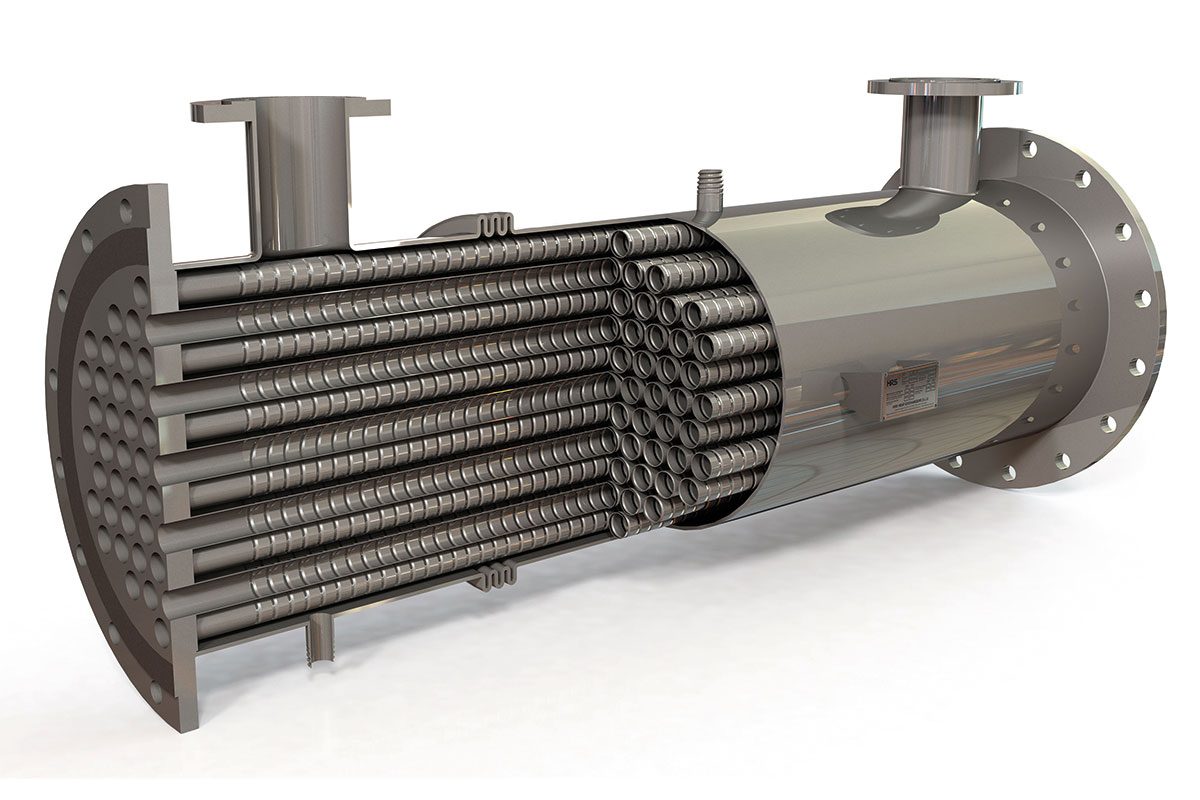
HRS Exchangers recently supplied a G Series gas cooling heat exchanger to food waste AD plant operated by one of the UK’s leading waste management companies. The anaerobic digestion plant transforms 45,000 tonnes of food waste from domestic and commercial sources into renewable electricity and high value digestate biofertiliser. From the beginning the plant had been designed to be as efficient as possible and included exhaust gas heat recovery. However, when the original heat exchanger fitted to the exhaust system failed after just a few years of operation, the client approached HRS to provide a more robust and reliable replacement. The HRS G is a complete stainless-steel multi-tube heat exchanger specifically designed for exhaust gas cooling and thermal recovery. The hot exhaust gases flows through the interior tubes of the heat exchanger while the service fluid, in this case water, flows though the surrounding shell. The use of stainless steel is a key factor in the longevity of the G Series and rapid corrosion of the original carbon steel unit was one of the reasons for the original’s failure. Other design features include a bellows to allow for thermal expansion, and a drain in the header to allow the acidic condensate which forms during operation to be removed, as well as a hatch to allow manual cleaning and inspection. In operation the new G Series heat exchanger cools the exhaust gas from ~530ºC to ~320ºC and the heat recaptured from the process is used in the AD facility and to provide hot water around the site. Since installation the HRS G Series heat exchanger has performed so well that HRS has been asked to quote for the replacement of another unit which is used to treat the digested sludge from the plant, with an HRS DTI Series unit.





