

Cheshire pump company discusses a recent case study, a seemingly very complex pump application for which the firm entered discussions with a UK customer in 2015.
For the application in question, the process stream was a synthetic clay slurry with complex fluid properties. It was a shear-sensitive non-Newtonian material. The customer had measured its properties when pumped (at 6rpm: 2400cp, at 60rpm: 133cp and at 600rpm: 49cp) and it was clear that, the more the product was worked, the thinner it became (with the reverse also true).
Application
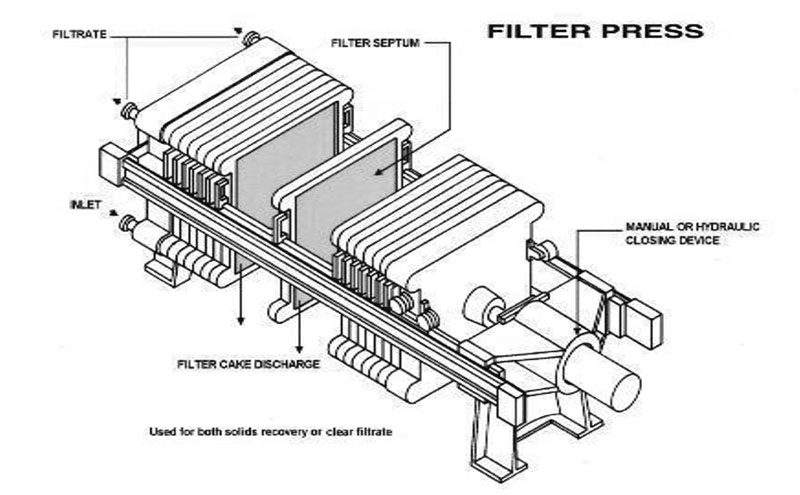
The application looked complicated because the slurry was to be filter-fed using a plate press. The process had periods of bulk filling at relatively low pressure followed by secondary periods of lower flows at higher pressure. There was also the problem of a water cleaning cycle, which meant that a secondary set of fluid properties was present
Experience
The company had been using a type of centrifugal pump with poor reliability, high purchase and spares costs and prolonged down time due to its complex design. During the cleaning cycle the pumps vibrated noticeably since they were designed to work with a much denser fluid. The pumps were lasting 6 to 7 weeks before a complete overhaul of the hydraulic components was required, including shafts, seals, liner, scrapers and gates.
Customer concerns
The peristaltic pumps we proposed had never been used by the customer previously and they had little information about this type of pump. The customer was very concerned that pressure peaks during the operation of a positive displacement pump could damage the filter plates
Process design
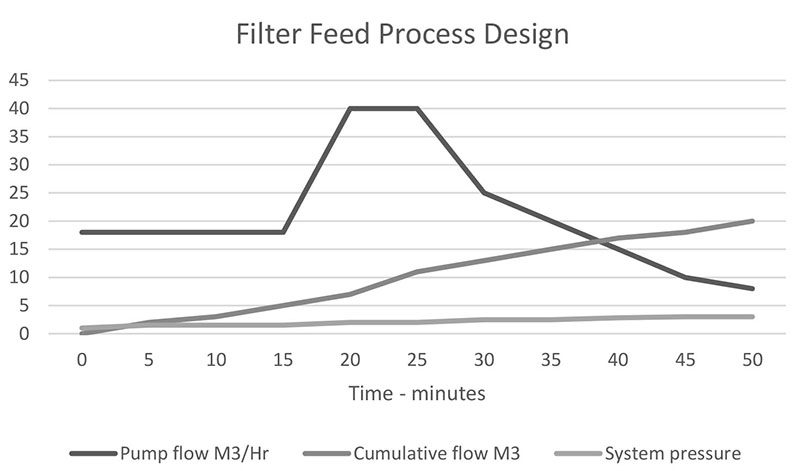
Originally with the concerns regarding plate damage in mind, the pump profile was set to provide a slow start, ramping up from around 15 minutes to peak flow as can be seen in this chart.
Solution
The unique contra-rotating rolling design of our Flowrox pump addresses problems associated with peristaltic pumps. The pump does not rub the pump hose, it squeezes it. This simple yet unique design provides extended hose life and virtually eliminates friction permitting continuous operation even at high temperatures while minimising lubricant requirements.
The pulsation issue was dealt with using the Flowrox Expulse dampener, reducing pressure spikes from around 6bar at the press to less than 0.1bar. This unit has no mechanical or electrical components, just two hoses.
Result
Using inverter speed controls to provide the variation in flow and the Expulse dampener we provided a pump that handles flows of product or water up to 40M3/Hr and pressures up to 7.5bar (and higher if required).
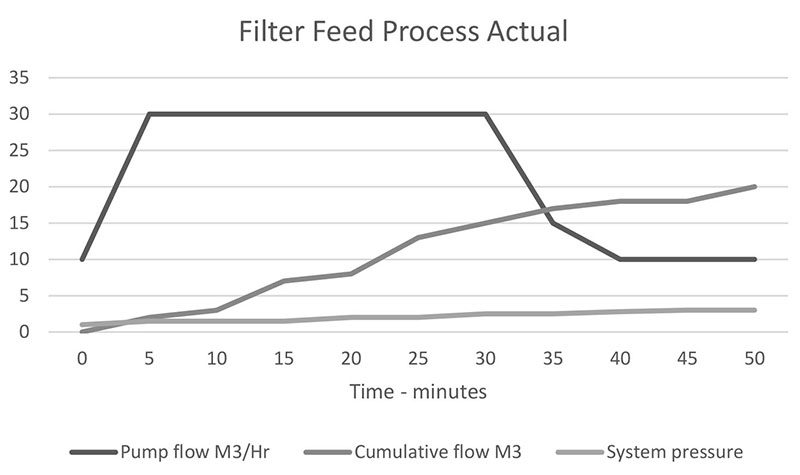
What we found after modifying the Expulse dampener pressure was that we can start the pump and go straight to bulk flow within minutes. This provides a greater cumulative flow eventually reducing cycle time as may be seen in this chart.
The pumps were installed in three phases: pump one installed in 2016 has had fault-free performance other than routine inspection, ZERO parts, and ZERO downtime.

Pump two is was installed 2017 and pump three will be delivered during October 2017. The company are extremely happy achieving record levels of production and now intend to use our pumps for all future process applications.
The spares requirements for each pump have been one pump hose (still unused) one small drum of lubricant (still unused) one inner dampener hose changed after 700 hours operation.
Downtime reduced to one hour to swap the Expulse dampener out for maintenance and spare unit installed

Future
Pump three is being delivered ready to utilise our smart instrumentation, which provides an intuitive user interface for plant maintenance. The pumps have components to monitor inlet / outlet process parameters such as pressure, flow and temperature.
Combined with vibration monitoring, hose leak detection, motor load data, revolution counter and a feature called a Smart Expulse Dampener, it is capable of predicting critical maintenance requirements, which means that planned shut downs can take place when they’re required.
We are working with the client to provide ongoing technical support, pump and dampener commissioning and future applications for our smart valve ranges for filter and pipeline isolation and control duties.
Flowrox manufactures manual and actuated pinch valves, slurry knife gate valves and process instrumentation. The firm has the capability to map critical plant processes using the Malibu platform which combines data gathered from Flowrox Smart pump and valve products to provide intuitive plant maintenance.





