

Sponsored content: This article contains sponsored content.
As environmental regulations continue to tighten across industries, flue gas treatment systems play an increasingly important role in helping operators meet emissions targets and maintain compliance. Whether in energy-from-waste, incineration, biomass plants, or manufacturing operations, effective flue gas treatment is essential for meeting environmental requirements.
When discussing flue gas treatment, attention is often focused on scrubber design, filtration technologies and the chemical processes involved. However, overall system performance also depends on how reagents are stored, handled and metered throughout the process.
In dry and semi-dry scrubber applications, reagents such as hydrated lime, sodium bicarbonate and activated carbon are used to remove acidic gases and contaminants. Yet even the most advanced treatment system can struggle to perform efficiently if these materials are not delivered accurately and reliably.
Why reagent handling matters
Many flue gas treatment processes rely on powdered reagents to maintain effective emissions control. Unlike liquids, these materials present a range of handling challenges, with characteristics such as particle size, density, moisture sensitivity and flowability influencing their behaviour during storage and transfer.
These challenges are one reason specialist solids handling equipment manufacturers such as Trantec Solids Handling focus on equipment designed to manage difficult powders.
At Trantec, hopper and feeder configurations are selected to suit the characteristics of the material being handled. Depending on the application, this may include mass-flow or agitated hoppers together with bevelled, variable-pitch, twin-start or other application-specific augers. Agitation systems help maintain material movement within the hopper and encourage more consistent filling of the screw flights, reducing the likelihood of bridging, starvation and fluctuating feed rates.
Auger selection is equally important; for example, variable-pitch designs can help improve material draw-down and material flow through the feeder, while twin-start augers are often used where tighter feed-rate control is required.
Common solids-handling challenges in flue gas treatment
One of the most common issues is bridging or rat-holing within hoppers and storage vessels, restricting material flow and creating handling difficulties.
Moisture contamination can create additional challenges. Powders exposed to humid conditions may absorb moisture and form lumps, increasing the likelihood of blockages and inconsistent discharge.
Fine and often abrasive powders can create housekeeping challenges, increase maintenance requirements and contribute to equipment wear.
When feed rates drift, emissions performance suffers
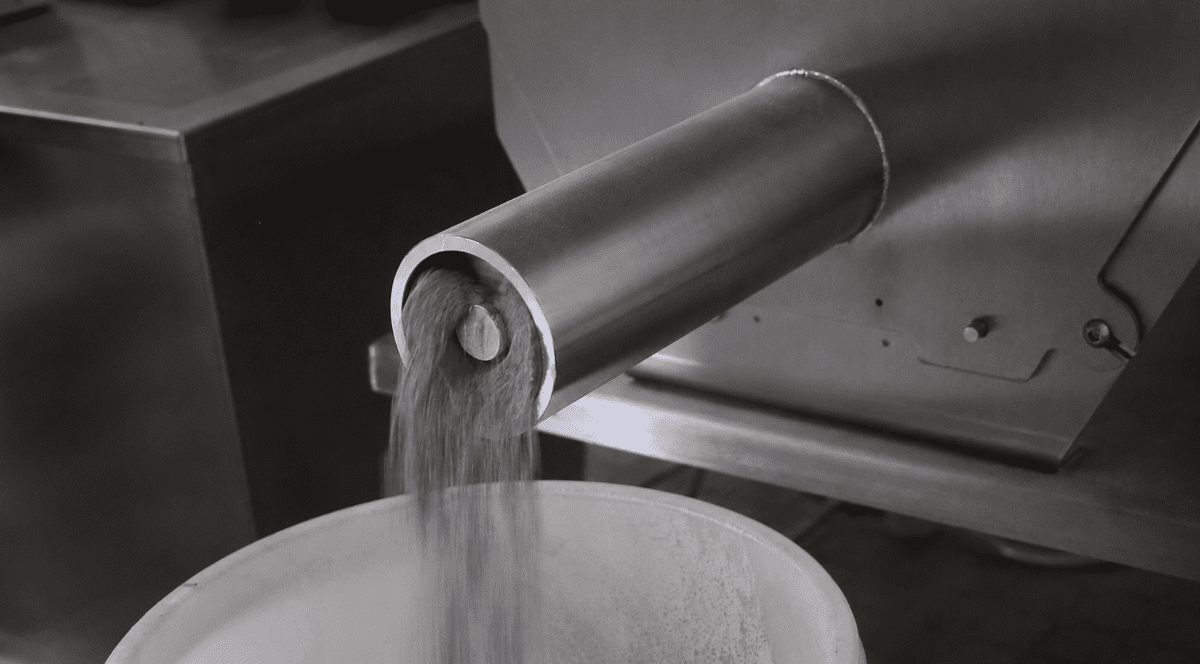
A common example can be seen in hydrated lime dosing systems, where caking or bridging within the hopper can restrict material flow and reduce the flow of reagent into the process. Initially, the issue may go unnoticed as the feeder continues operating. However, as the blockage worsens, reagent delivery gradually decreases.
Operators may adjust feeder settings to compensate, but if the blockage suddenly clears, a surge of material can enter the system. The result is inconsistent dosing, reduced reagent efficiency and unnecessary process disruption, making it more difficult to maintain a stable reagent-to-gas ratio within the treatment process.
The impact varies depending on the reagent and pollutants being targeted. In hydrated lime systems, insufficient dosing can compromise the neutralisation of acidic gases such as sulphur oxides (SOx) and hydrogen chloride (HCl). Similar dosing inconsistencies can affect sodium bicarbonate systems, reducing acid gas removal efficiency and making process optimisation more difficult.
Designing for reliable reagent delivery
Many facilities utilise bulk bag unloading stations, storage hoppers, conveying systems and precision feeders to transfer and control the flow of reagents throughout the process.
Within these systems, flexible screw conveyors and precision screw feeders are often used to transfer and meter powdered reagents. Precision screw feeders provide controlled, repeatable delivery at a defined feed rate, while flexible screw conveyors offer an enclosed method of moving material between process stages. When combined with appropriately configured hopper and agitation systems, they help maintain a more uniform movement of material through the handling process.
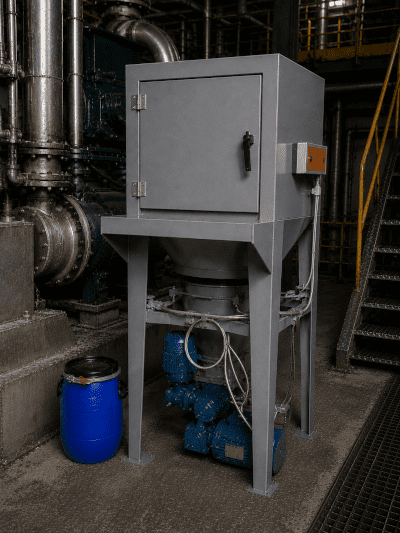
At the dosing stage, reagent cabinets can support storage and controlled dosing while helping maintain material movement towards the feeder. Agitation systems help prevent material compaction and promote consistent discharge, while precision screw feeders provide accurate material control during dosing. Combined with appropriate dust control measures, these features help create a more controlled handling environment.
These components are often integrated into complete handling systems tailored to the requirements of the application and the properties of the powder being processed.
Further Information
Guidance on reagent handling, powder dosing and feeder selection for flue gas treatment applications is available from Trantec Solids Handling. Visit www.trantec.net or contact the team at sales@trantec.net.





