

Water hammer is a common problem in supply systems whenever the steady state condition of the flow is interrupted by sudden changes such as pump stoppage or start-up.
If it is not carefully controlled, the phenomenon can cause costly damage to pump equipment and pipe work, significantly increasing on-going maintenance and replacement costs – something that today’s hard-pressed water industry is keen to avoid more than ever before.
Preventing water hammer depends crucially on closing the valves in the vicinity of the pump as rapidly as possible after the forward motion of the flow ceases; and added to that is the need to ensure that the valve door does not just slam onto the seat. These twin demands of fast reaction and controlled closure constitute a delicate balancing act that is a challenge for any valve design engineer.
In cases where the water flow decelerates at a low to moderate speed, such as single pump or gravity systems with low to moderate branch velocities, slamming can very often be prevented by installing a conventional swing check valve with an external lever and weight. However, in circumstances of potentially rapid flow reversal – especially where multi-pump sets deliver into a common main – a more sophisticated approach is called for.
Determined to find a solution that really worked, Glenfield Valves (part of AVK Group since 2001) put theory and trial-and-error aside and studied what really happens in the pipeline when water hammer occurs. In its hydraulics laboratory (at the time the biggest independent facility of its kind in Europe) Glenfield Valves built an elaborate piping system in which severe forward and return flow phenomena could be reproduced in check valves under actual flow conditions.
Analysis of the experimental data generated in this manner showed clearly the requirements that must be met to achieve non-slam closure, and from these the company evolved its Series 641 recoil non-slam check valve, which has been shown in service to reduce water hammer pressures caused by check valve slamming by up to 97 percent. This holds good with branch velocities up to 3 m/sec, and in conditions of less severity this may be increased to 5 m/sec, compared to the 2-2.5 m/sec limitation on standard swing check valves.
Today, AVK have similar hydraulic testing facilities where products are tested to ensure that they are fit for the application required.
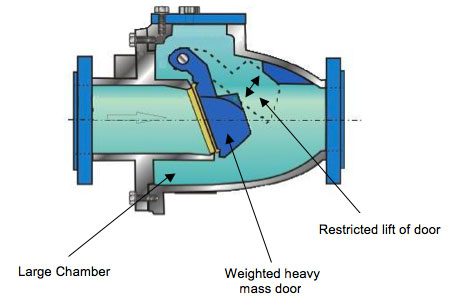
Unlike other products that endeavour to prevent slamming the Series 641 does not accelerate closure by resorting to springs, levers, dashpots, or other extraneous equipment, all of which needs maintenance and contributes to the likelihood of failure. Everything necessary for non-slam operation has been included in the simple and elegant design of the recoil valve itself, from the shape of the body to the design of the door.
Surprisingly, the valve – available today as the 641/11 and 641/21 in sizes from DN100 to DN1600 – is by no means new. Glenfield’s design was developed more than 70 years ago, and there are many examples that were installed soon after that which are still giving reliable service today; in fact, some have exceeded their minimum design life of 25 years three times over. Compare that with some (usually cheaper) present-day products purporting to do the same job that that are failing well within the expected 25 years.
Sometimes, it seems, yesterday’s solutions are the still the best option today- and it’s worth paying more for them too.
For example….
Anglian Water’s Mousehold Water Treatment Works near Norwich is one of the many locations where recoil check valves made to Glenfield’s unique design have given exceptionally long, trouble-free service – and have now been succeeded by present-day AVK equivalents.
When the valves on the surface pumps at the works’ Thorpe pumping station were designated for replacement, they were identified as being of Glenfield manufacture and are thought to have been the originals supplied when the station was built 50 years ago.
The order – from Anglian Water and the @One Alliance delivery team – also included flanged specials and fittings manufactured by AVK Syddal, demonstrating AVK UK’s ability as a framework supplier to find a ‘one stop shop’ solution.





